
JOFR坚丰智能电批的拧紧曲线是反映螺栓连接质量的核心数据图谱,通过实时记录扭矩、角度、转速等关键参数的动态变化,为工艺质量监控提供可视化依据。该曲线不仅能判定最终拧紧结果是否达标,更能精准定位装配过程中的异常环节。

以下针对七种典型故障的曲线特征及诊断方法进行系统分析:
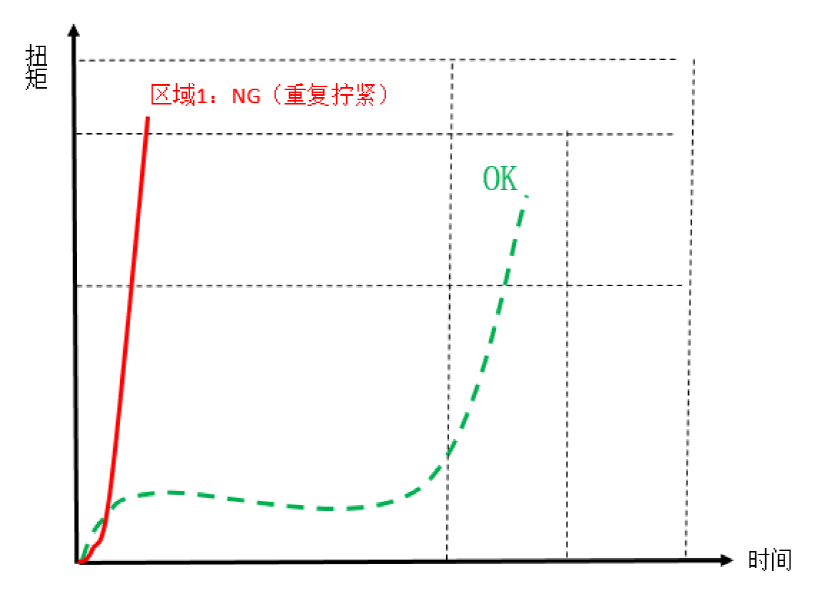
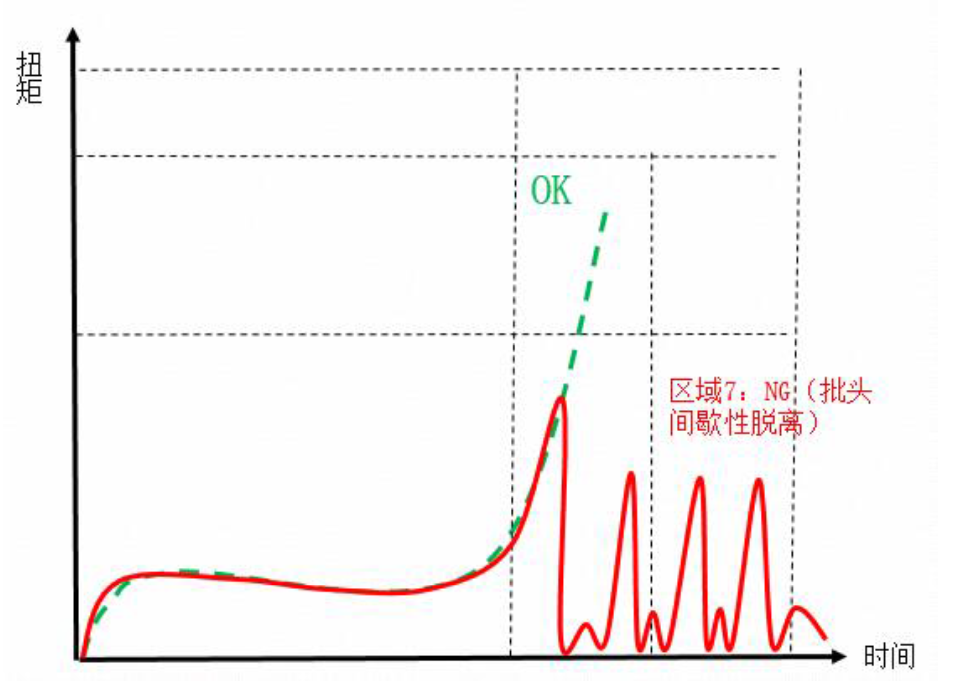
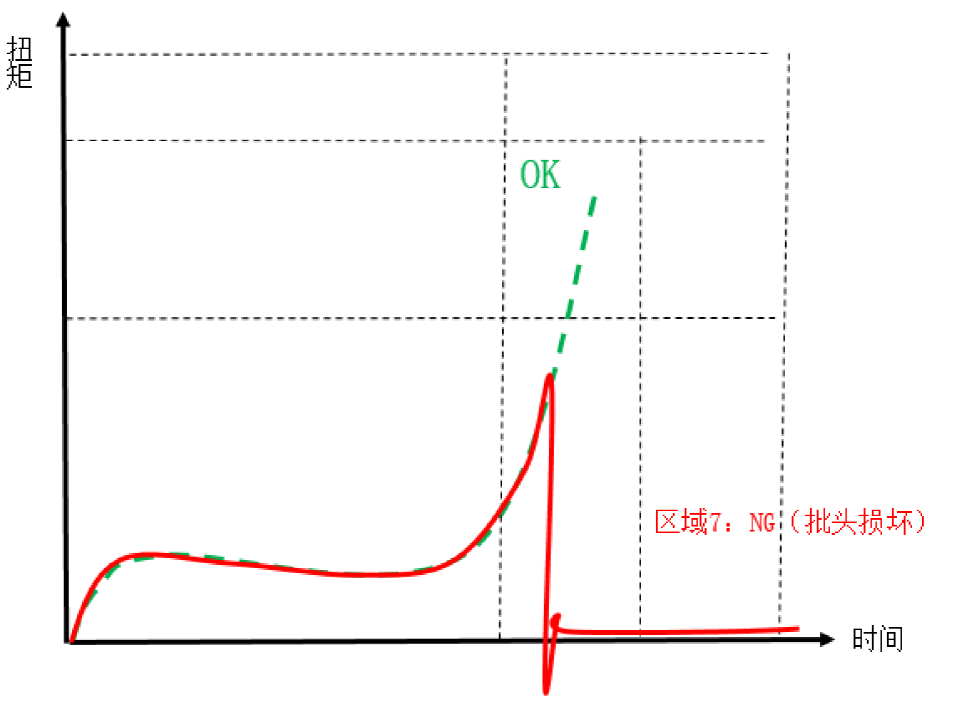
曲线特征:扭矩值在极短时间内呈现陡峭上升,缺失常规的缓升阶段
成因解析:批头重复作用于已紧固螺栓,其扭矩爬升速率受批头材质和结构参数直接影响
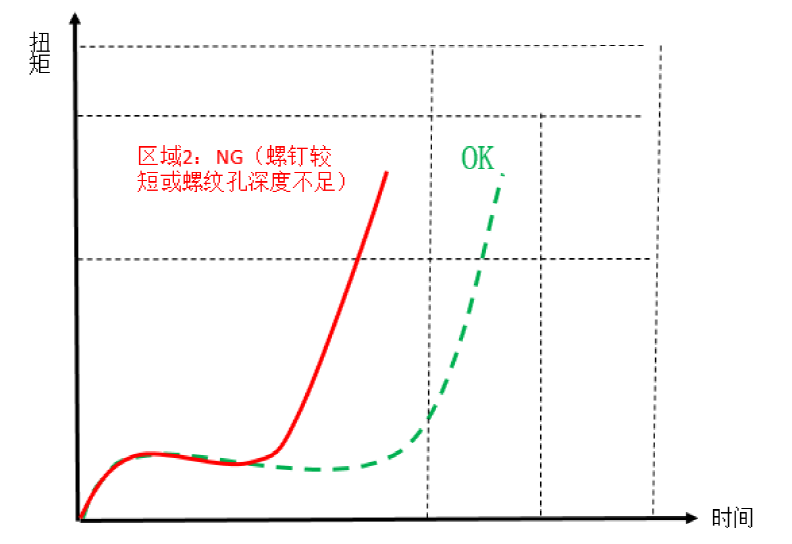
曲线特征:整体曲线形态与正常拧紧相似,但时间坐标轴明显左移
故障诱因:
- 螺钉有效旋合长度不足
-
螺纹孔深度不符合设计要求
- 工件表面存在装配干涉
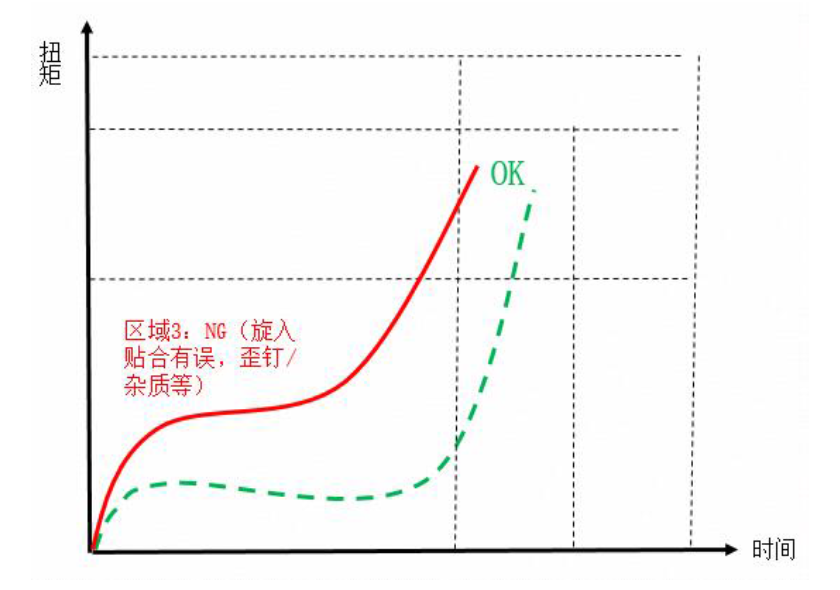
曲线特征:未经历正常贴合过程(区域6),直接从区域2进入OK域
可能成因:
1.
螺纹系统异常:镀层脱落、杂质污染、摩擦系数异常
2. 装配对位问题:螺钉规格错误、连接件不对中
3. 工件缺陷:螺纹超差、表面平整度不足
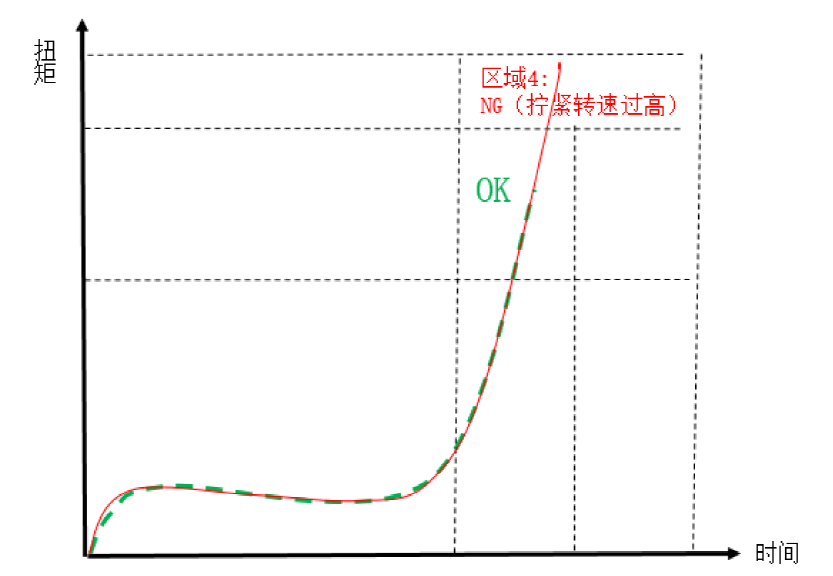
曲线特征:扭矩过冲超出合格区域
解决方案:
- 优化转速参数:降低终拧阶段转速
-
调整角度设定:为终拧预留足够行程余量
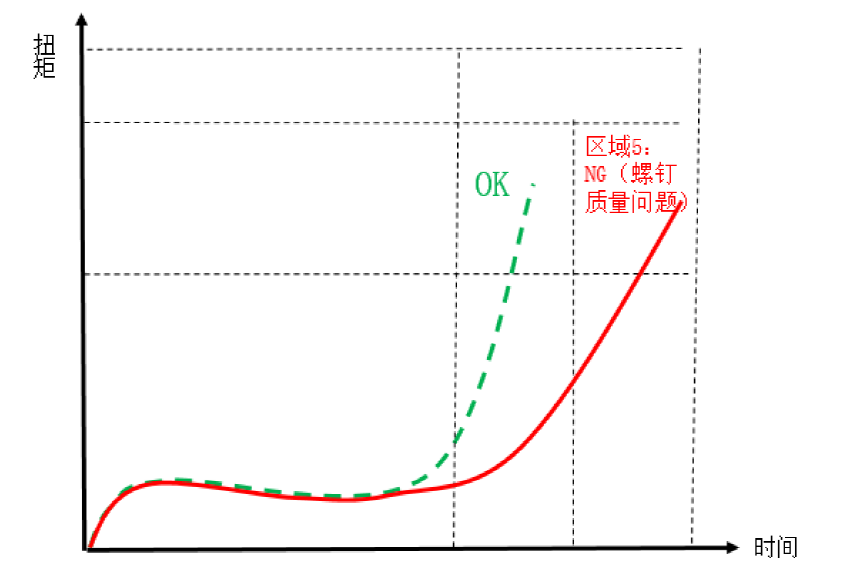
曲线特征:扭矩爬升速率显著低于标准曲线
诊断方向:重点排查螺钉强度、表面处理质量等材料特性问题
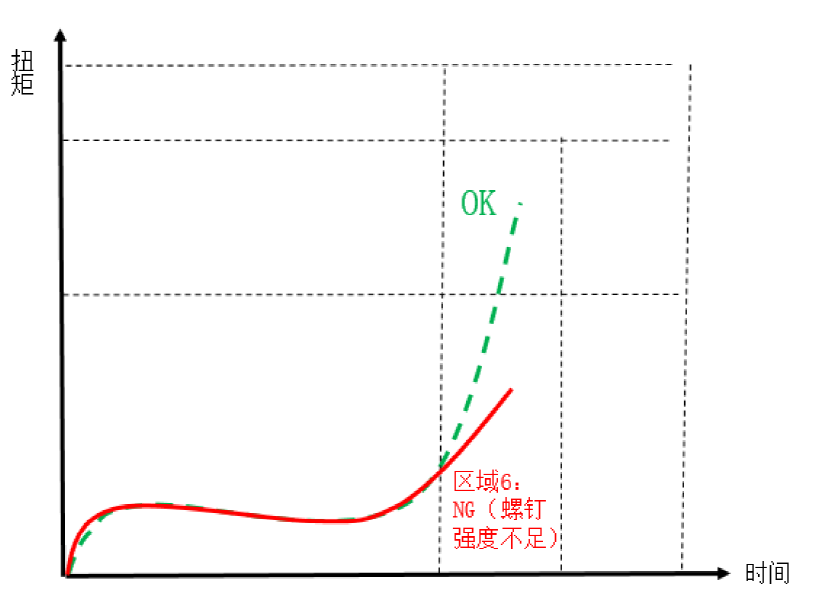
曲线特征:角度控制模式下无法达到目标扭矩值
失效机理:螺纹副承载能力不足,可能由材料强度或结构设计缺陷导致
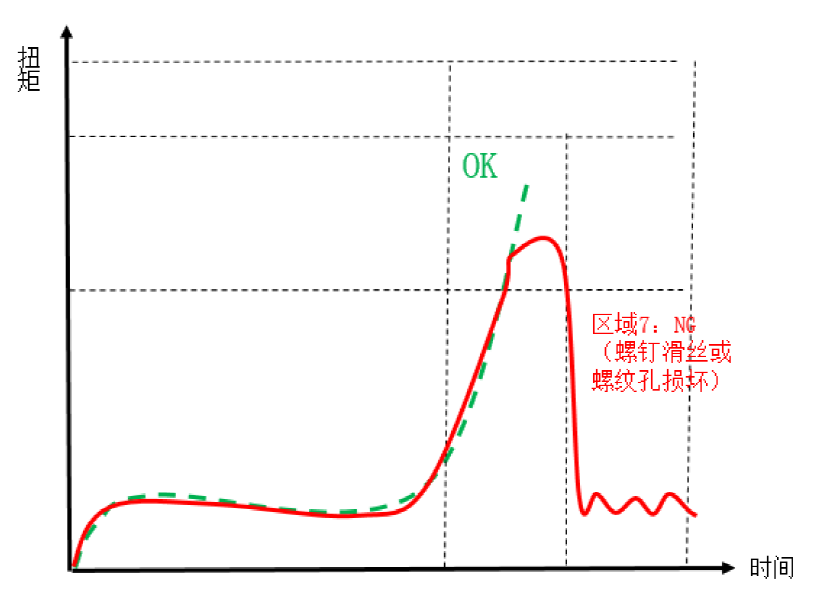
触发条件:实际拧紧时间超限引发系统强制停机
故障树分析:
①
关键件损伤:螺钉滑牙、螺纹孔失效、批头磨损
② 工艺参数异常:下压力不足导致批头脱扣
对于涉及夹紧力不足等复杂工艺问题,需综合考虑材料特性、来料质量、检测方法等多重因素。当出现难以独立解决的系统性问题时,建议联系设备制造商获取专业技术支持,必要时进行工艺参数优化或设备升级。
JOFR坚丰扭矩拧紧枪在现代工业生产中扮演着至关重要的角色,其扭矩监控与控制能力直接影响着产品装配质量。以传感器式拧紧枪为代表,这种设备集成了先进的传感技术、控制算法和人机交互系统,实现了对扭矩参数的精确管理。
在自动化锁螺丝工艺中,持续且稳定的螺丝供料是至关重要的。目前市场上主流的自动锁螺丝机按其分料方式主要可以分为吹气式和吸附式两大类。
自动锁螺丝机,这一高度自动化的装置,通过电机、位置传感器等元件的协同作业,能够精准地实现螺丝的上料、孔位对准以及旋紧等核心工作。同时,它还配备了扭矩测试仪和位置传感器等设备,用于实时检测螺丝锁附的结果,确保每一步操作的准确性与可靠性。
在机械装配中,螺栓连接是最常见且至关重要的连接方式之一。螺栓的紧固程度直接关系到机械部件的安全性和可靠性。然而,由于振动、冲击、温度变化等多种因素的影响,螺栓松动成为了一个不可忽视的问题。螺栓一旦松动,不仅可能导致机械部件的性能下降,甚至可能引发严重的安全事故。因此,研究和应用有效的螺栓防松策略,对于保障机械系统的稳定运行具有重要意义。
近期,某知名汽车制造商在装配环节中因一颗误入的螺丝而面临部分车辆召回的困境。这颗不慎掉入转向机壳体的螺丝可能导致转向受阻,严重时甚至会造成转向失效,对行车安全构成极大威胁。此次事件不仅凸显了螺钉数量精确控制对于保障装配质量的重要性,同时也对螺栓拧紧防错技术提出了更高的要求。
在现代化工业生产中,螺栓连接作为一种至关重要的装配方式,在汽车制造、机械制造等重工业领域发挥着举足轻重的作用。特别是在汽车白车身的自动装配过程中,螺栓连接的稳定性和可靠性直接关系到产品的整体质量和安全性。
坚丰传感器式拧紧工具,利用先进的传感器技术,对拧紧过程进行实时监控,确保紧固件的拧紧力度达到预设值,为现代制造业带来了 ** 性的改变。这款工具不仅提高了工作效率和产品质量,而且操作简便,提高了拧紧作业的可靠性和可追溯性。
在电子产品装配环节,螺丝拧紧是一道至关重要的工序。传统的手动拧紧方式已逐渐被自动拧紧枪所替代。然而,现有的自动拧紧枪在吸取螺丝时,通常采用磁铁吸附或夹爪夹持的方式,这在将螺丝拧入螺丝孔的过程中,由于吸附力度不足或夹持姿态不正,螺丝容易掉落到工件内部。一旦员工未能及时捡起,便可能导致产品报废。
在新能源汽车产业的强劲推动下,车灯行业正步入前所未有的高速发展阶段,其产品已超越传统照明功能,成为汽车外观设计的重要元素,不仅保障夜间与恶劣天气下的行车安全,更成为各大车企展现创新与美学追求的舞台。在此背景下,车灯的生产装配工艺正加速向智能化、自动化和灵活化转型。
提到自动化送钉,我们常关心卡钉率、大头螺钉、超长螺钉以及带垫片螺钉的问题。为了解决带垫片螺钉容易卡钉的问题,坚丰阶梯式送钉机对推料轨道、送料轨道及分料器机械结构进行了系统升级优化。通过这些优化措施,卡钉问题的发生率得到了显著降低,弹平垫螺钉的卡钉率仅为200PPM,上钉的稳定性也得到了大幅度提高。
